Доктор холод +
Основная задача – устранить проблемы в работе вашего холодильника
Основная задача – устранить проблемы в работе вашего холодильника



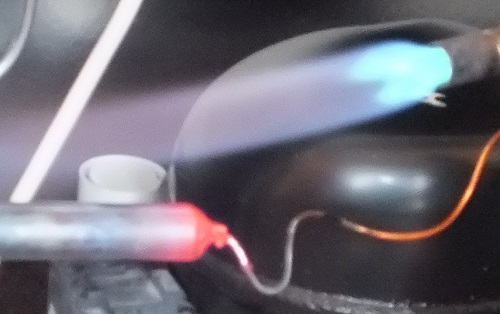
Пайка труб медных осуществляется двумя методами:
Высокотемпературный — используется для трубопроводов с большой нагрузкой или при высоких температурах. Плавление припоя происходит при температуре 600-900 градусов.
Низкотемпературный, применяемый для трубопроводов с низкой нагрузкой, в холодильниках это швы испарителя медь-алюминий, обратного трубопровода низкого давления.
В зависимости от используемого припоя, температура достигает 450 градусов для мягкого, и более 450 градусов для твердого
Применяются горелки, работающие на ацетилене, пропане и бытовом газе, установки для механизированной газопламенной пайки.
Границы применения. Размеры: детали любой формы толщиной 1—10 мм.
Материал: углеродистые и низколегированные стали, серый чугун, медь, никель, медно-никелевые сплавы, алюминий, серебро, золото и др. металлы.
Область использования: мелкосерийное и массовое производство; изготовление трубопроводов, теплообменников холодильная техника,, деталей автомобилей, электротехнических и ювелирных изделий, устранение дефектов чугунного и алюминиевого литья.
Параметры пайки: температура пайки выбирается на 30—50 °С выше температуры применяемого припоя, избыточное давление пропана 100—400 кПа, ацетилена 60—80 кПа, бытового газа 30 кПа. Продолжительность пайки 0,5—3 мин.
Припои: оловянно-свинцовые, оловянно-цинковые, алюминиевые, медные, серебряные, золотые и др.
Флюсы: выбираются в зависимости от температуры пайки и припоя; при массовом производстве используют газообразные флюсы.
Техника пайки. Перед пайкой необходима предварительная подготовка поверхности деталей. Пайку выполняют с применением флюсов за исключением соединений из меди, паяных серебряно-медно-фосфористыми и медно-фосфористыми самофлюсующими припоями. При нагреве изделий горелками используют факел пламени на расстоянии ~ 10 мм от конца ядра. При пайке массивных деталей применяют многосопловые горелки, обеспечивающие мягкий и равномерный нагрев. Пайка медно-цинковыми припоями качественно получается при нагреве окислительным пламенем за счет уменьшения испарения цинка. При нагреве нержавеющих сталей рекомендуется нормальное пламя с целью исключения образования карбидов хрома, способствующих развитию межкристаллитной коррозии. При пайке разнородных и разнотолщинных материалов пламя направляют на деталь, имеющую большую теплопроводность и массу.
Дефекты паяных соединений
Качество паяных изделий определяется их прочностью, степенью работоспособности, надежностью, коррозионной стойкостью, способностью выполнять специальные функции (теплопроводность, электропроводность, коммутационные характеристики и т.п.). Обеспечение этих характеристик достигается оптимальными решениями в процессе производства паяного изделия. Дефекты, возникающие при изготовлении паяных изделий, можно разделить на дефекты заготовки и сборки, дефекты паяных соединений и паяных изделий.
К наиболее типичным дефектам паяных соединений относятся поры, раковины, шлаковые и флюсовые включения, непропаи, трещины. Эти дефекты классифицируют на две группы: связанные с заполнением расплавом припоя зазора между соединенными пайкой деталями и возникающие в процессе охлаждения изделия с температуры пайки. Дефекты первой группы связаны главным образом с особенностями заполнения капиллярных зазоров в процессе пайки. Дефекты второй группы обусловлены уменьшением растворимости газов в металлах при переходе их из жидкого состояния в твердое и усадочными явлениями. К ним также относится пористость кристаллизационного и диффузионного происхождения. Кроме пор к дефектам сплошности относятся трещины, которые могут возникать в металле шва, в зоне спаев или в паяемом металле. Большую группу дефектов составляют шлаковые и флюсовые включения.
Причиной образования непропаев, которые берут начало у границы раздела с паяемым металлом, может явиться неправильное конструирование паяного соединения (наличие «глухих», не имеющих выхода полостей), блокирование жидким припоем газа при наличии неравномерного нагрева или неравномерного зазора, местное отсутствие смачивания жидким припоем поверхности паяемого металла. Причиной появления блокированных остатков газа в швах может быть неравномерность движения фронта жидкости при затекании припоя в зазор. Фронт дробится на участки ускоренного и замедленного продвижения, в результате чего могут отсекаться малые объемы газа. Таким же образом может происходить захват флюса и шлаков в шве.
В процессе охлаждения соединения из-за уменьшения растворимости газов происходит их выделение и образование рассеянной газовой пористости. Опыт высокотемпературной пайки алюминиевых сплавов с предварительной дегазацией припоев и флюсов показывает, что пористость металла шва при этом резко уменьшается.
Другой весьма распространенной причиной образования рассеянной пористости является возникновение так называемой усадочной пористости. Это явление характерно для случая затвердевания сплава с широким интервалом кристаллизации. При малых зазорах усадочные междендритные пустоты, как правило, тянутся в виде цепочки в центральной части шва. При больших зазорах усадочные поры располагаются в шве более равномерно в междендритных пространствах.
Причиной образования пор в паяных швах может быть эффект сфероидизации.
В этом случае пористость в зоне шва возникает в результате нескомпенсированной диффузии атомов припоя и паяемого металла. Такого рода пористость возникает в системах припой - паяемый металл, у которых имеется заметное различие в коэффициентах диффузии.
Трещины в паяных швах могут возникать под действием напряжений и деформаций металла изделия в процессе охлаждения. Принято различать холодные и горячие трещины. Холодные трещины образуются при температурах до 200 °С. Горячими называются трещины, образующиеся при температуре выше 200 °С. Эти трещины обычно имеют кристаллизационное или полигонизационное происхождение. Если в процессе кристаллизации скорость охлаждения высока и возникающие напряжения велики, а деформационная способность металла шва мала, то появляются кристаллизационные трещины. Полигонизационные трещины возникают уже при температурах ниже температуры солидуса после затвердевания сплава по так называемым полигонизационным границам, образующимся при выстраивании дислокации в металле в ряды и образовании сетки дислокаций под действием внутренних напряжений. Холодные трещины возникают чаще всего в зоне спаев, особенно в случае образования прослойки хрупких интерметаллидов. Трещины в паяемом металле могут появиться и в результате воздействия жидких припоев, вызывающих адсорбционное понижение прочности.
Неметаллические включения типа флюсовых или шлаковых возникают при недостаточно тщательной подготовке поверхности изделия к пайке или при нарушении ее режима. При слишком длительном нагреве под пайку флюс реагирует с паяемым металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем. Шлаковые включения могут образоваться также из-за взаимодействия припоев и флюсов с кислородом воздуха или пламенем горелки.
Правильное конструирование паяного соединения (отсутствие замкнутых полостей, равномерность зазора), точность сборки под пайку, дозированное количество припоя и флюсующих сред, равномерность нагрева - условия бездефектности паяного соединения.
Пайка трубопроводов холодильника,
устранение утечек фреона - это одна из услуг,
которые оказывает
мастерская по ремонту холодильников
заказчикам в Тольятти.
При оформлении заявки
на ремонт холодильника
Вам гарантированы:
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ | ||
| Жидкоплавкий припой в виде прутков на основе цинк – алюминий с низкой рабочей температурой, высокой прочностью и относительным удлинением. Хорошие смачивающие свойства. Для мягкой пайки чистого алюминия и алюминиевых сплавов с макс. 3% легирующего компонента |  |
|
| СВАРОЧНЫЙ ПОСТ | ||
| Переносной газосварочный пост - переносное устройство, состоящее из платформы, баллона с кислородом, баллона с MAРР- газом, газопламенной горелки, газовые рукава,регулятор давления баллонный кислородный одноступенчатый (редуктор). |  |